Пожалуйста, оставьте нам сообщение

трубы для пара завод заводы
Когда ищешь 'трубы для пара завод заводы' в сети, половина предложений оказывается откровенным шлаком - либо толщину стенки занижают, либо по составу стали врут. На своем веку насмотрелся, как 'экономия' в 15% на трубах оборачивается аварией через полгода эксплуатации.
Критерии выбора производителя
В 2018 году на ТЭЦ-17 мы закупили партию труб у завода, который давал сертификаты на хромомолибден. При первом же гидроиспытании лопнули три трубы - оказалось, легирующие элементы добавили только в последний плавок для получения бумажек. С тех пор всегда требую лабораторный анализ сплава.
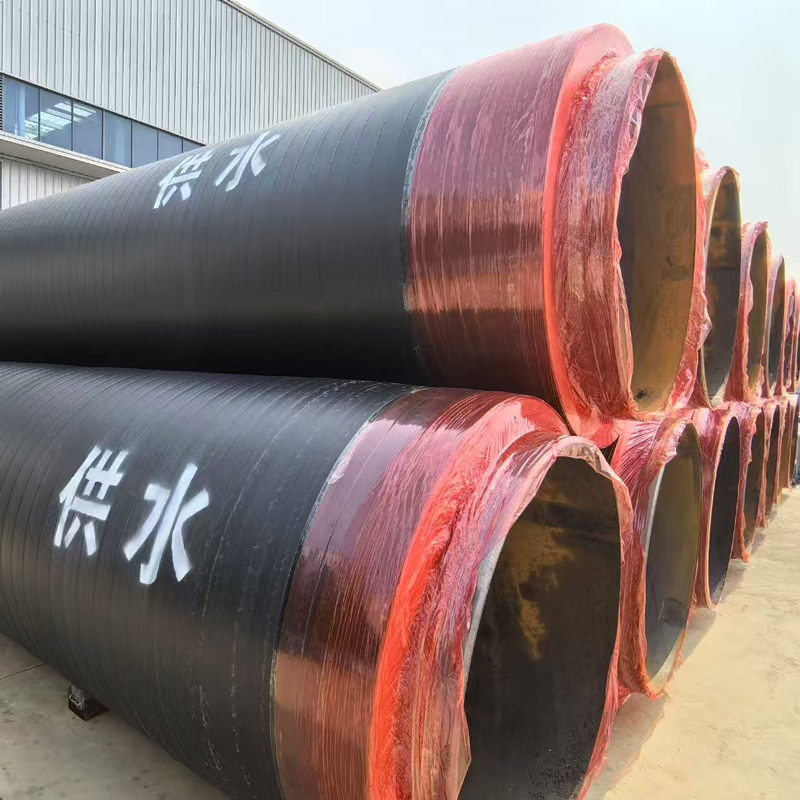
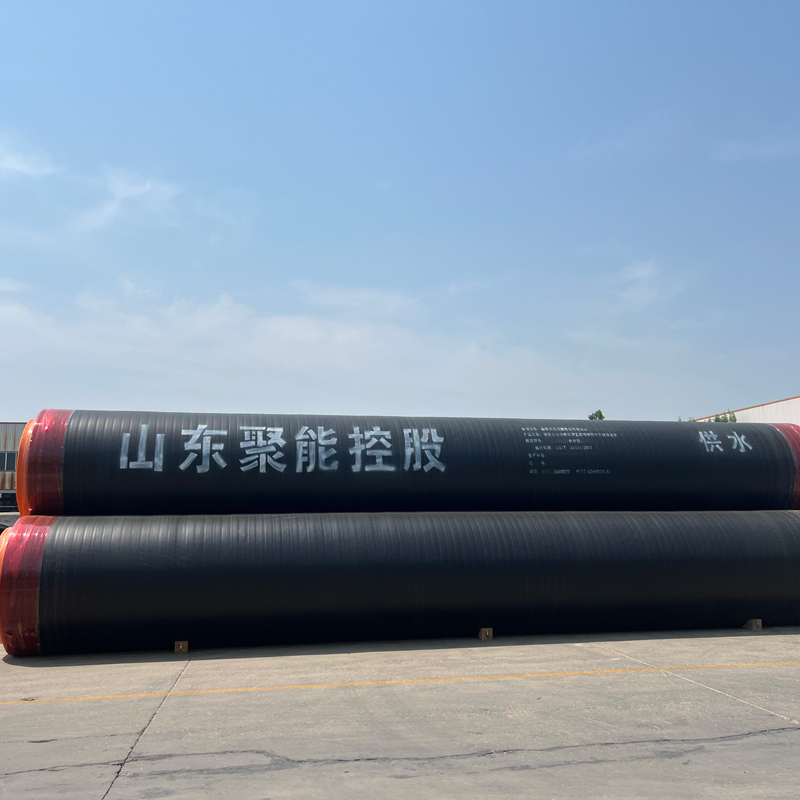
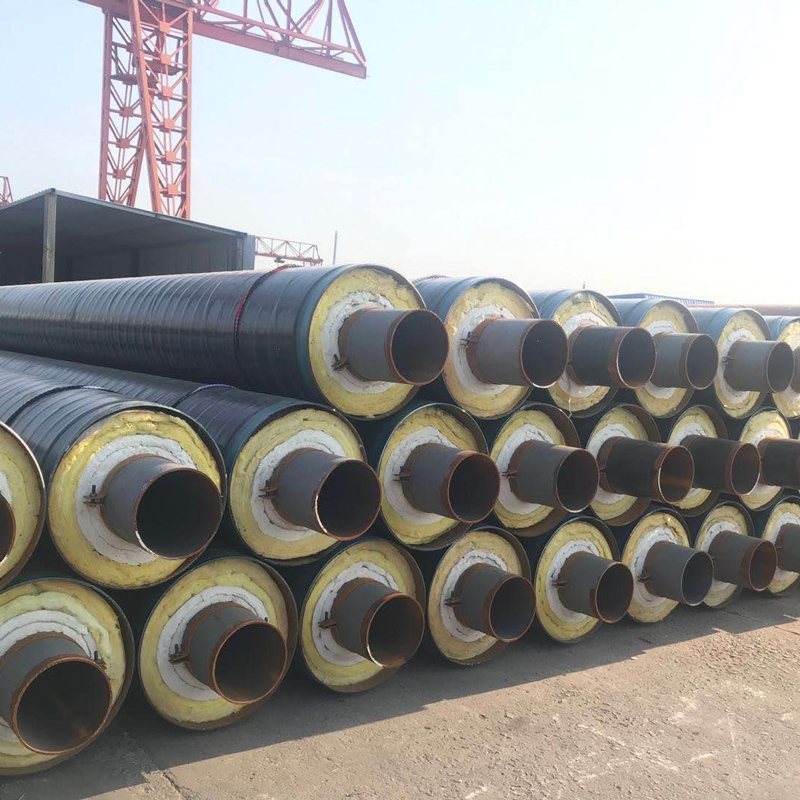
Китайские производители вроде ООО Шаньдун Джуненг Группа Холдинга часто предлагают хорошее соотношение цены и качества, но нужно проверять каждый сертификат соответствия. Их паровая изоляционная труба проходит испытания при 540°C, что для большинства российских котельных более чем достаточно.
Заметил интересную деталь: европейские заводы всегда указывают допуски по толщине стенки с запасом, а азиатские часто работают на пределе стандарта. Это не значит, что хуже - просто подход другой, нужно учитывать при проектировании.
Особенности монтажа
При монтаже надземных участков часто забывают про компенсаторы - видел, как на химическом комбинате в Дзержинске из-за этого разорвало участок на 20 атмосферах. Трубы буквально вывернуло, как спагетти.
Для подземной прокладки сейчас все чаще берут изоляционная труба предизолированную, но здесь есть нюанс: если грунтовые воды высоко, стандартная ППУ изоляция не подойдет - только гидрофобизированная. У того же Шаньдун Джуненг есть варианты для разных условий, но нужно четко указывать параметры среды.
С фитингами отдельная история - как-то поставили отводы на 90 градусов с более тонкой стенкой, чем сама труба. Через два месяца тепловых циклов пошли трещины. Теперь всегда проверяю, чтобы комплектующие были из той же партии, что и основные трубы.
Типичные ошибки при проектировании
Самая частая ошибка - неправильный расчет теплового расширения. Для пара при 300°C и давлении 16 атм сталь 20 расширяется на 4-5 мм на метр. Если не учесть - будут проблемы с крепежом и опорами.
Многие проектировщики до сих пор используют устаревшие таблицы нагрузок, не учитывая циклические температурные воздействия. В результате трубы работают на пределе усталостной прочности.
Запомнился случай на целлюлозно-бумажном комбинате: по проекту должны были ставить трубы с толщиной стенки 8 мм, но 'оптимизировали' до 6 мм. Через год эксплуатации в зонах конденсатоотводчиков пошли свищи. Пришлось полностью менять участок.
Практические наблюдения по материалам
Сталь 20 хорошо работает до 450°C, но если в паре есть примеси щелочей - лучше брать 12Х1МФ. Дороже, но служит втрое дольше. Проверено на нескольких объектах пищевой промышленности.
Для насыщенного пара до 180°C иногда можно экономить на легированных сталях, но только если точно уверен в стабильности параметров. При малейших скачках температуры обычная углеродистая сталь быстро выходит из строя.
Интересный момент: некоторые заводы предлагают трубы с улучшенной чистотой поверхности - это действительно снижает скорость коррозии, особенно в зонах конденсации. Но стоит такая обработка дорого, и не всегда дает выгоду.
Советы по работе с поставщиками
Всегда запрашиваю акты испытаний именно из той плавки, из которой сделаны мои трубы. Многие поставщики присылают 'типовые' сертификаты, что бесполезно.
При заказе больших партий прошу предоставить образцы для собственных испытаний. Как-то раз сэкономили на этом - получили трубы с отклонением по химическому составу. Теперь всегда тестирую.
С китайскими производителями типа ООО Шаньдун Джуненг Группа Холдинга работаю через техпереводчика - так меньше шансов misunderstand технические требования. Их сайт cnjuneng.ru обычно содержит актуальные каталоги, но спецификации лучше уточнять дополнительно.
Ремонтные ситуации
При замене участков трубопровода всегда беру трубы с запасом по толщине стенки на 1-2 мм - практика показала, что это продлевает межремонтный период на 20-25%.
Если нужно врезаться в существующий трубопровод, никогда не экономлю на качестве сварных соединений. Использолько только сертифицированных сварщиков с допусками для пара высоких параметров.
Запомнил на будущее: после любого ремонта обязательно делать термообработку сварных швов - иначе в зонах термического влияния быстро появляются трещины. Учился на своих ошибках, когда пришлось переделывать работу через три месяца.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
 Термоусаживаемая лента
Термоусаживаемая лента -
 Полиуретановая напыляемая изоляционная труба
Полиуретановая напыляемая изоляционная труба -
 Полиэтиленовая спиральная отопительная труба
Полиэтиленовая спиральная отопительная труба -
 Сборный попземный теплоизоляционный отвод труба PERT-II
Сборный попземный теплоизоляционный отвод труба PERT-II -
 Изоляционная стальная труба
Изоляционная стальная труба -
 Изолированные трубы с напылением и обмоткой
Изолированные трубы с напылением и обмоткой -
 Сборная подземная изоляционная переходник трубы
Сборная подземная изоляционная переходник трубы -
 Стальная антикоррозионная изоляционная труба
Стальная антикоррозионная изоляционная труба -
 Высокотемпературная паровая изоляционная стальная труба со стальной оболочкой
Высокотемпературная паровая изоляционная стальная труба со стальной оболочкой -
 Стальная труба для горячей воды
Стальная труба для горячей воды -
 Надземный сборный изоляцонный отвод труба
Надземный сборный изоляцонный отвод труба -
 Высокотемпературная паровая изоляционная стальная труба
Высокотемпературная паровая изоляционная стальная труба
Связанный поиск
Связанный поиск- Китайские производители полиэтиленовых газовых труб
- изолированная труба ППУ
- оптом подземная изоляционная труба / подземная труба
- Заводы по производству труб типа PE-RT в Китае
- трубы ППУ купить Производители
- Оптовые производители изолированных труб из ППУ
- Заводы по производству полиэтиленовых труб в Китае
- трубы для пара завод Поставщик
- Производители оптом наружных антикоррозионных стальных труб
- Поставщики стальных изоляционных труб с пластиковым покрытием из Китая









